Поиск по статьям:
Инжиниринг
Статистика

Пищевое производство - одна из наиболее автоматизированных отраслей промышленности в мире. Степень автоматизации пищевой промышленности достигает за рубежом 90%, что означает, что отечественные производители должны стремиться к таким же показателям и выше.
Процесс обработки гречневой крупы условно состоит из просева, пропарки, просушки и фасовки. В данной статье описан процесс автоматизации узла пропарки гречки. Для автоматизации были использованы контроллер DVP-EX2 с модулем аналогового ввода, панель оператора DOP-B 7", стабилизированные блоки питания DVP-PMC. Результатом работ стала система, работающая в автономном режиме, включенная в цепочку производственного процесса, связанная с остальными системами посредством датчиков.
Технология.
 Eсли бы не пропарка, гречку бы мы варили много дольше. В длинной цепочки подготовки продукта до готового есть этот важный процесс пропарки, который осуществляется в котле при давлении выше атмосферного паром высокой температуры, что означает, что для осуществления процедуры необходимо работать с клапанами и затворами. Зерно подается из загрузочного бункера в котел посредством самотека через ножевую задвижку с пневмоприводом, контроль наполнения осуществляется датчиками уровня вибрационного типа (другие либо дороги либо просто не подходят по условиям температуры и давления). Пропарка осуществляется паром из сети гораздо большего давления, чем требуется для процедуры, потому в задачу системы входит управление давлением в котле в момент пропарки путем попеременного открытия/закрытия клапана подачи пара в котел. Выдержка зерна в котле проводится по таймеру, реализованному в контроллере. В конце пропарки производится выгрузка зерна, контроль по датчикам уровня.
Eсли бы не пропарка, гречку бы мы варили много дольше. В длинной цепочки подготовки продукта до готового есть этот важный процесс пропарки, который осуществляется в котле при давлении выше атмосферного паром высокой температуры, что означает, что для осуществления процедуры необходимо работать с клапанами и затворами. Зерно подается из загрузочного бункера в котел посредством самотека через ножевую задвижку с пневмоприводом, контроль наполнения осуществляется датчиками уровня вибрационного типа (другие либо дороги либо просто не подходят по условиям температуры и давления). Пропарка осуществляется паром из сети гораздо большего давления, чем требуется для процедуры, потому в задачу системы входит управление давлением в котле в момент пропарки путем попеременного открытия/закрытия клапана подачи пара в котел. Выдержка зерна в котле проводится по таймеру, реализованному в контроллере. В конце пропарки производится выгрузка зерна, контроль по датчикам уровня.
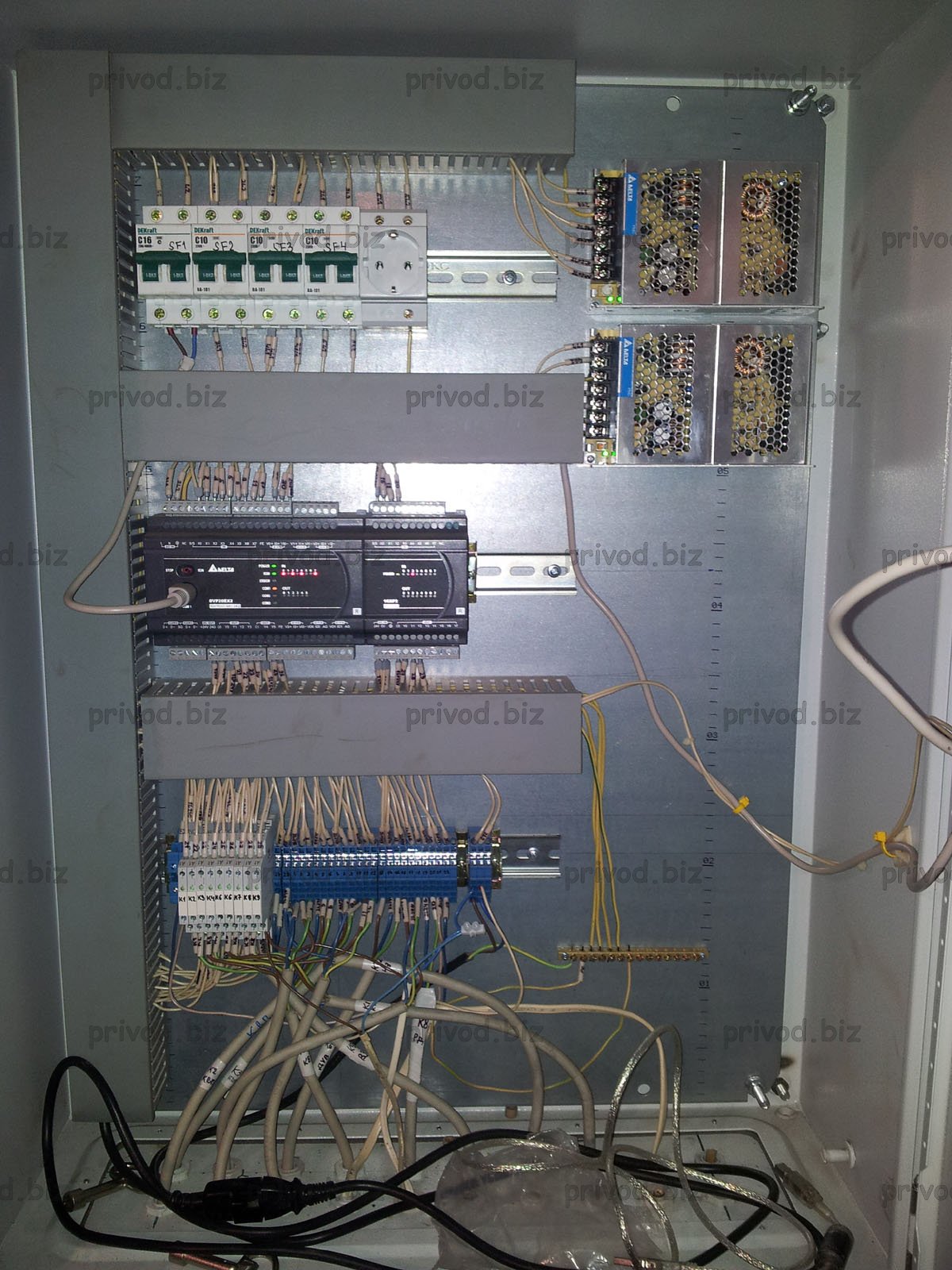 Описание шкафа управления.
Описание шкафа управления.
Контроллер DVP-EX2 легко справился с поставленной задачей, он производит измерение и масштабирование сигнала с датчика давления Danfoss, производит контроль уровней, а также выдает сигналы на пневмоклапаны управления затворами и клапанами пара. Контроллер производит отсчет времени на каждом цикле контролируя соблюдение регламента, выдает необходимые рекомендации оператору. При возникновении нештатных ситуаций, будь то отсутствие зерна в загрузочном бункере и неполному заполнению котла или "пробку" далее по техпроцессу и неполному опустошению котла, производится отработка и выдается необходимая рекомендация.
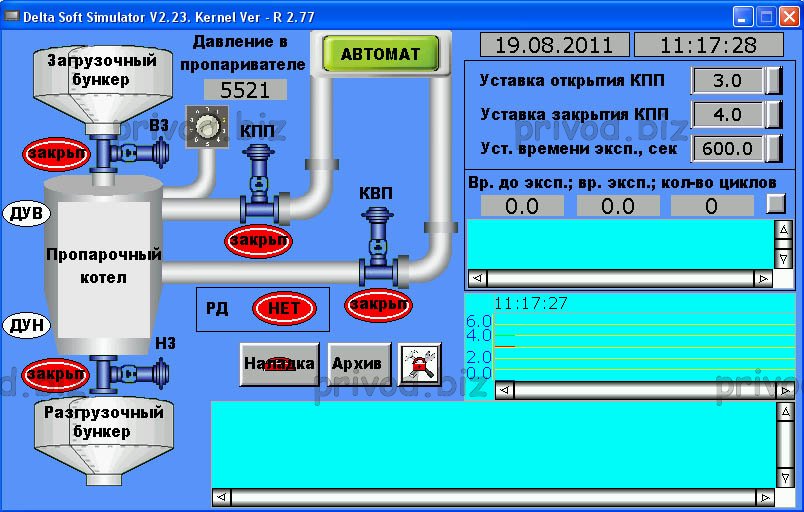 Панель оператора DOP-B сохраняет график давления для анализа, протоколирует аварийные ситуации а также переключения режимов, предоставляет оптимальные настройки по рецепту, сохраняет отчет о пропарках по датам и времени.
Панель оператора DOP-B сохраняет график давления для анализа, протоколирует аварийные ситуации а также переключения режимов, предоставляет оптимальные настройки по рецепту, сохраняет отчет о пропарках по датам и времени.
Источник бесперебойного питания Дельта Электроникс дает возможность осуществлять контроль и управление в течение минимум часа после внезапного отключения питания.
Эффект.
Эффект ясен я думаю и так, исключен человеческий фактор, теперь люди могут наконец заняться чем-то другим полезным для цеха, ускорилась и сама процедура, т.к. устранены минимальные паузы, которые были ранее, когда необходимо было анализировать состояние системы оператору. Способ контроля аварийных ситуаций стал более эффективным, теперь при высоком давлении принимается целый ряд мер по устранению, а ранее только сработка пружинного клапана сброса, была введена блокировка открытия задвижек загрузки и выгрузки при высоком давлении во избежание выброса большого количества пара. Теперь работа системы протоколируется и можно производить анализ работы. Техпроцесс оснащен всеми необходимыми датчиками и индикаторами (включая отображение точки цикла), что позволяет оператору быстро ориентироваться при анализе работы, а множество уставок позволяет мастеру более гибко настроить АСУТП. Отказоустойчивость позволяет завершить процесс пропарки при пропадании напряжения и не испортить порцию сырья.