Поиск по статьям:
Инжиниринг
Статистика

Термическая резка металла в автоматическом режиме осуществляется на координатных столах. Благодаря разработкам Delta Electronics функциональные возможности портальной машины термической резки металла много выше аналогичных на шаговых двигателях. Ориентировочная стоимость такой машины дает экономию за счет оборудования порядка 30% по сравнению с аналогами типа Кристалл и даже дешевле аналогов китайского производства. Принцип построения прост, в качестве управляющего контроллера взят контроллер DVP-PM, позволяющий принимать внешние управляющие G-коды через панель оператора DOP-BP (с окончанием PS в коде) или внешнее программное обеспечение. Коды можно получить из специализированного ПО - Техтран. Более дорогим, но и более функциональным является решение на базе ЧПУ NC300 (NC30 без встроенного дисплея) в качестве контроллера движения.
Видео о применении ЧПУ NC300 в машине плазменной резки
Термическая резка будь то плазморез или лазер - неважно, используется для заготовительных работ, такие машины несмотря на обилие производителей до сих пор разрабатываются у конструкторов. Где-то это переход на новый уровень (уход от шаговиков), где-то повышение производительности, где-то предложение новых возможностей. Спрос высок тк новые покупатели появляются в самых неожиданных местах, например бывшие металлобазы становятся многофункциональными центрами, которые могут порезать, согнуть, покрасить. Вот пример, когда завод металлоконструкций появился на ровном месте, были приобретены плазморез, дробеструйная камера, организована окрасочная камера. Машина термической резки позволяет производить резку а автоматическом режиме.

Осталось дело за малым прикинуть какие компоненты могут понадобиться для создания машины термической резки. Обычно каркас машины идет отдельно от стола резки, рама выполняется из профилированных конструкций (алюминиевый профиль, профильная труба прецизионная), направляющие для легкости хода и линейности движения устанавливаются на эту раму.

Координатный стол состоит из 3-х осей, одна из осей обычно это перемещение портала, выполнена в виде спаренного привода (электронный вал - синхронное движение). Сборка осей выполняется из линейных модулей на основе алюминиевого профиля или профильной трубы и цилиндрических или рельсовых направляющих. В качестве передачи используются зубчатая рейка (и ШВП для Z координаты). Иногда ставятся прецизионные редукторы для увеличения момента до передачи рейка-шестерня.
Для системы управления координатным столом применяются контроллеры движения DVP-PM или ЧПУ NC30/NC300 фирмы Delta Electronics (Тайвань) . Эти контроллеры имеют широкую возможность к адаптации системы управления к различным технологическим задачам. В качестве приводов используются сервопривода фирмы Delta Electronics серии ASDA-B2 (ASDA-B3), для сопряжения с ПЛК или ЧПУ стороннего производства с импульсным выходом, либо ASDA-A2 (ASDA-A3) обеспечивающие необходимые статические и динамические характеристики. Производители станков высоко ценят массо-габаритные показатели продукции ДЕльта Электроникс. По Вашему желанию предоставим всю самую новую информацию по портальной машине термической резки, цены, сроки изготовления: (351) 235-20-38, automatica@list.ru. Кстати сейчас еще есть бюджетное решение на базе сервоприводов Optimus drive (VEICHI).
DVP-PM
Специализированный ПЛК блочного типа для управления движением
- 16 точек ввода-вывода с расширением до 512
- Память программы: 64К шагов
- Память данных: 10 000 слов
- 2-х/3-х осевое позиционирование с линейной, круговой, винтовой интерполяцией
- Два (три) встроенных A/B-фазных дифференциальных выхода с частотой до 500 кГц
- Встроенные RS-232 и RS-485, совместимые с MODBUS ASCII/RTU
- Полная совместимость с модулями расширения DVP-EH2
- Поддержка G-Code/M-Code (загрузка с помощью программы с персонального компьютера либо с панели оператора Delta Electronics)
- Подключение задающего энкодера (MPG)
- Профиль E-CAM: 2048 точек
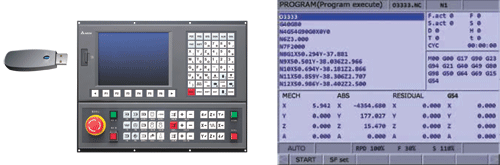
NC30/NC300
NC50 Компактная система ЧПУ (6 координат)

- Компактное исполнение
- Подключение клавиатуры по USB
- Подключение станочного пульта по USB
- Подключение дисплея через VGA (разрешение минимум 1024*768)
- Поддержка до 6 осей + шпиндель
- Интерполяция до 5 осей (линейная до 5, дуговая до 3)
- Вх/Вых по интерфейсу
- Шина DMCnet для сервоприводов
- Ethernet, RS485
- USB host, CF Card
- G-кода стандарта ISO
- NC300 - cистем числового программного управления (CNC)
-
- Имеет встроенный 32-битный высокоскоростной двухъядерный процессор, с помощью которого можно создавать многофункциональные управляющие центры, работающие в режиме реального времени.
- Удобный человеко-машинный интерфейс обеспечивает простое и эффективное управление
- Автонастройка параметров сервоприводов в режиме реального времени, обеспечивает оптимальное управление механической системой
- ПО ЧПУ CNCSoft предлагает пользователю удобные настройки и позволяет создавать пользовательские экраны.
- Встроенный USB интерфейс позволяет легко хранить, копировать и осуществлять резервное копирование данных. Позволяет выполнять программы напрямую с USB диска.
- MPG (ренератор импульсов): Функция MPG поддерживает импульсное задание и внешний ручной ввод. Функция симуляции MPG способна произвести точную симуляцию производственного процесса в любых рабочих условиях - это позволит проверить стабильность процесса и устранить ошибки исполнения или неполадки в работе оборудования.
- Синхронное управление: положения по 3 осям, линейной интерполяции по 3 осям, круговой интерполяции по 2 осям
- Компенсация рывков
При значительном изменении ускорения, например, при резком изменении направления резки, могут возникать значительные вибрации и отдельные удары/рывки станка. Функция компенсации рывков управляет скоростью и меняет ускорение для подавления вибрации и ударов (рывков) и таким образом поддерживает стабильность и точность в течение длительной работы.
Управление разгоном/торможением: разгон/торможение до интерполяции; разгон/торможение по S-кривой
Сглаживание S-образной кривой
Профиль ускорения в виде S-образной кривой, служащий для плавного ускорения и замедления до интерполяции, минимизирует ошибки от вибраций, стабилизирует и повышает точность процессов обработки.
ASDA-B2
Стандартный сервопривод общего назначения
Диапазон мощностей: 0.1 - 3кВт
- Три режима управления: положением, скоростью, моментом. Режим позиционирования осуществляется только по внешнему импульсному сигналу задания, а режимы скорости и момента - как по внутренним параметрам, так и по аналоговым сигналам задания.
- Повышенная точность. Встроенный энкодер на 131 072 имп/об (17 бит), что удовлетворяет широкому кругу применений сервопривода, и гарантирует стабильную работу на низких скоростях. Импульсный вход с частотой до 4Мгц.
- Превосходное подавление вибрации. Встроенная функция автоматического подавления низкочастотной вибрации реализована с помощью двух фильтров, минимизирующих и полностью устраняющих вибрацию исполнительного механизма. Резонансные частоты могут быть отслежены с помощью функции FFT (быстрое преобразование Фурье) программного обеспечения ASDA-A2-Soft, что поможет увеличить эффективность подавления резонанса.
- Превосходные динамические характеристики. Полоса пропускания до 550 Гц. Время изменения скорости двигателя от -3000 до 3000 об/мин составляет 10мс (без нагрузки).
- Эффективное подавление вибрации. Три группы полосовых режекторных фильтров, автоматически минимизирующих и полностью устраняющих вибрацию исполнительного механизма.
- Встроенный цифровой пульт управления. Позволяет быстро сконфигурировать и оперативно вести мониторинг за работой сервопривода.
- Встроенный тормозной резистор. В моделях от 400Вт.
- Встроенный MODBUS. Cвязь с ПК или ПЛК по RS-232 или RS-485 интерфейсам для управления, конфигурирования и мониторинга привода
ASDA-A2
- Диапазон мощностей: 0.1 - 15 кВт
- Высокая точность. Встроенный энкодер на 1 280 000 имп/об, что удовлетворяет очень деликатным применениям сервопривода, и гарантирует стабильную работу на очень низких скоростях.
- Высокая динамика. Полоса пропускания до 1 кГц. Время изменения скорости двигателя от -3000 до 3000 об/мин составляет 10мс (без нагрузки).
- Превосходное подавление вибрации. Встроенная функция автоматического подавления низкочастотной вибрации реализована с помощью двух фильтров, минимизирующих и полностью устраняющих вибрацию исполнительного механизма. Резонансные частоты могут быть отслежены с помощью функции FFT (быстрое преобразование Фурье) программного обеспечения ASDA-A2-Soft, что поможет увеличить эффективность подавления резонанса.
- Полностью замкнутый контур позиционирования. Встроенный интерфейс (CN5) для подключения внешнего датчика положения (оптической линейки или энкодера) позволяет создать второй замкнутый контур обратной связи по положению непосредственно исполнительного механизма для задач высокоточного позиционирования.